本期我們將介紹精密加工的流程,包括:
1. 鍛造或鑄造
2. 粗加工
3. 熱處理
4. 精加工
鍛造是將金屬材料(胚料)進行加熱,加熱會使得金屬變軟,之後將材料放入模具內,利用機械衝壓的方式將胚料壓成我們所要的形狀。鑄造是將胚料加熱到熔化,之後將熔化的金屬灌入一個模具中,等金屬冷卻以後再取出,就會形成一個我們想要的形狀。鍛造與鑄造兩種方法所造出的成品會有不同的強度和特性,必須依造我們的需求來選擇。
粗加工是利用車床或銑床將鍛造或鑄造後的金屬進行切削,將多餘的材料去除。
熱處理是對金屬進行加熱和冷卻,藉由控制加熱和冷卻的溫度和持續時間,我們可以改變金屬材料的機械性質,例如可以增加硬度使金屬變得更耐磨,也可以減少硬度使金屬容易被塑形和切削,也可以藉由冷熱的變化使金屬消除內應力以防止變形,也可以使金屬具有韌性和彈性。常見的熱處理步驟有:淬火、退火、調質、淅出硬化、深冷等等。
精加工是利用車床、銑床或磨床對工件進行精密的切削、鑽孔、研磨等等。無論在粗加工和精加工的製程中,刀具和夾具的選擇都是非常重要的。為了達成非常精密的加工,工程師甚至必須自行設計刀具和夾具,也必須根據零組件的規格來設計整套製程,製程中要決定使用的工具機、刀具、夾具以及加工的順序。
各種精密零組件總有特定的形狀和尺寸,加工過程中如果尺寸有誤差,最後的成品就不夠好,我們國家的加工技術已經進入精密加工,所製造的工件尺寸誤差必須小到微米(微米=百萬分之一米)。為了製造精密的零組件,我們對於零組件的尺寸必須有規範,我們以下介紹幾個用來衡量精密程度的量測項目。
真圓度
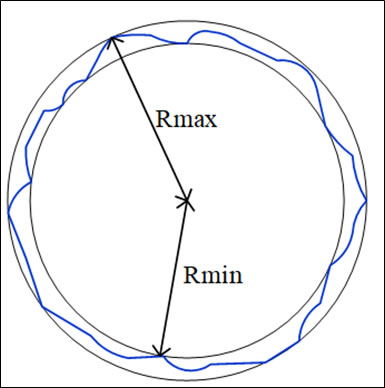
當我們想要製造一個圓形的零件時,我們當然希望知道加工的結果是否夠精密,此時可以透過真圓度來衡量精密的程度,如圖一所示。當我們將一個零件加工成為圓形,用肉眼看可能覺得已經很圓,但是將零件用真圓度儀或三次元量床檢查,並放大倍率時,會看到零件的外圍還是有崎嶇不平。所謂的真圓度,是這個零件的外接圓的半徑減掉內接圓的半徑 (Rmax–Rmin),這個差值必須小到微米的程度。
圖一、真圓度
同心度
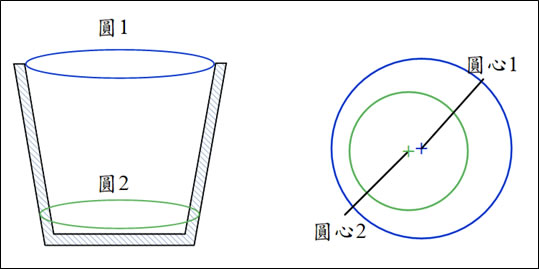
圖二的左側是一個碗形狀的零件的剖面圖,當我們加工這個零件時有兩個步驟。第一要將內部挖空,並且挖出的內部形狀從上往下看時,任何一處都必須是圓形的。第二個步驟是將容器外部側面的部分加工成斜面,而且從下往上看時,任何一處也必須是圓形的。在此我們要求工件的同心度要夠好,也就是我們看到的所有圓都必須是同心的。如圖二的右側所示,圓1和圓2的圓心距離必須小到微米。由於內部和外部加工所使用的夾具不同,我們必須更換夾具,在更換夾具的過程中,很難維持內部和外部的圓都是同心,因此想要完成這個零件的製造,在製程和夾具的設計上都是相當困難的。
圖二、同心度
圓柱度
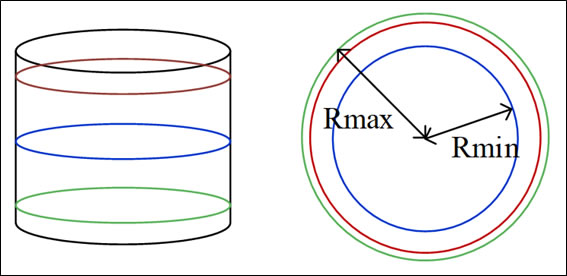
圖三的左側是一個圓柱,當我們加工這個圓柱時,有可能每一處的圓大小有誤差,若誤差過大,這個圓柱就不夠好。這時我們用圓柱度來衡量圓柱夠不夠好,如圖三右側所示,我們找出整個圓柱當中不同位置的圓的半徑,把其中最大的半徑減去最小的半徑,就是圓柱度。
圖三、圓柱度
以上介紹了幾個精密加工中用來衡量精密程度的量測項目,當然還有更多的量測項目,在此我們沒有辦法一一介紹,但是各位讀者應該可以明白我們國家的精密加工技術已經不是普通的加工技術了。為了使各種零件的尺寸和幾何誤差小到微米等級,工程師必須對夾具和加工製程的設計非常注意。此外,由於工件在製造過程中會有內應力產生,當工件被夾具固定時,尺寸和形狀是正確的,但是有可能把夾具移除時卻發生變形,這一點我們的工程師也已有方法能夠解決,表示我們的工程師仍在不斷的進步,非常值得我們高興。
※ 本文獲《為台灣加油打氣專欄》授權轉載
【本文僅反映專家作者意見,不代表本報立場。】
| 作者: |
李家同 |
| 現任: |
清華大學、靜宜大學、暨南大學、台北商業大學榮譽教授
博幼社會福利基金會董事長 |
| 相關連結: |
為台灣加油打氣專欄
李家同臉書
博幼社會福利基金會臉書
博幼社會福利基金會捐款劃撥帳號:22482053
(300)新竹市光復路清華大學資訊工程系 |
|
|
|
| Facebook |
|
在北美智權報粉絲團上追踪我們 |
     |
|
|
|
|
|
|
|


